

发布时间:24-07-11
作者:湃生
全球镍钛合金植入式医疗器械市场在2023年的规模大约为1374亿元人民币,预计到2030年将达到1733亿元人民币,复合增长率约为3.3%,这一增长主要受到人口老龄化、慢性病和以及新兴市场扩张的推动。
以血管疾病为例,治疗一般采用血管内介入或外科手术治疗,血管内介入可以使用支架或球囊等进行扩张,植入的支架按照原理可分为球囊扩张式支架和自膨胀式支架,镍钛合金具有独特的超弹性和热形状记忆性,优异的生物相容性以及耐腐蚀性等,作为自膨血管支架的关键原材料。但由于其强度高、塑性大、加工硬化严重,加工时对工艺的要求十分苛刻。
镍钛合金超弹性 :是指试样在外力作用下产生远大于其弹性极限应变量的应变,在卸载时应变可自动恢复的现象。即在母相状态下,由于外加应力的作用,导致应力诱发马氏体相变发生,从而合金表现出不同于普通材料的力学行为,它的弹性极限远远大于普通材料(普通材料的可恢复变形量仅0.1%以下,形状记忆合金可高达10%),并且不再遵守胡克定律。和形状记忆特性相比,超弹性没有热参与。
01.热处理
镍钛合金相变机理:马氏体相变是一种位移型非原子扩散相变,属于组织相变,既该相变是从一种晶体结构向另一种晶体结构的转变。
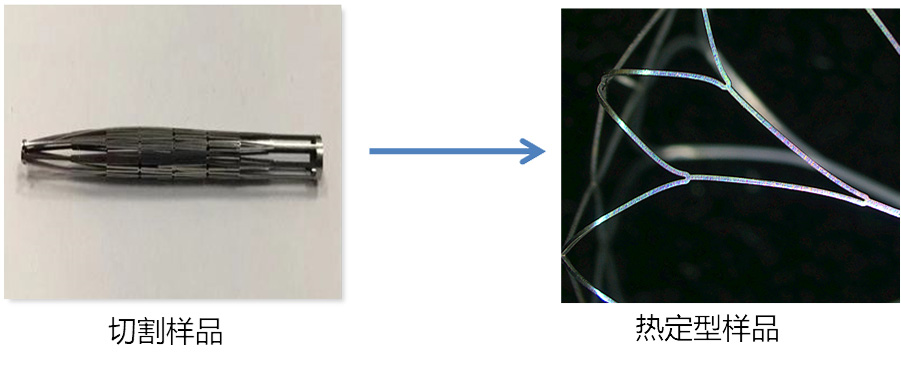
基于镍钛合金的形状记忆特性及超弹性等特性,通常情况下为满足医疗器械对产品结构和性能要求,多数镍钛支架均需进行热定型处理,一方面通过工装模具塑形使得产品造型与设计端保持一致,另一方面,通过热处理工艺调整可实现支架性能方面的调制,包括但不限于Af温度、径向支撑力、支架回弹性能等。
热处理能力:
定型设备:真空炉1300℃、空气循环炉800 ℃ 、盐浴炉 650 ℃
定型材料:镍钛、钴铬、不锈钢等金属材料
材料直径:0.2mm - 60mm
AF温度控制:±3℃
基于仿真模拟的工装设计, 稳定的热处理工艺数据库
02.喷砂
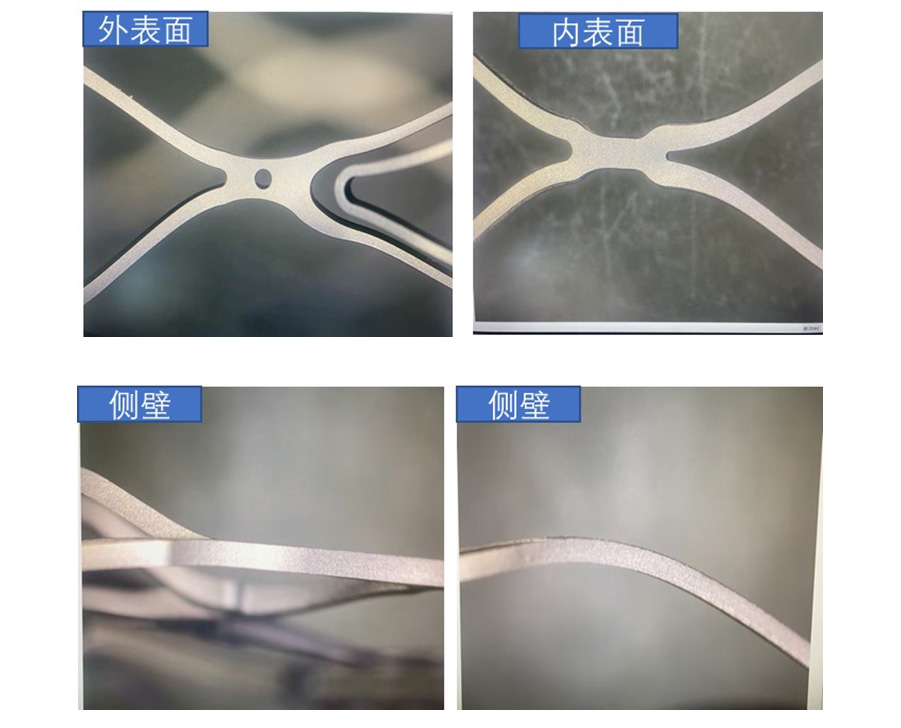
喷砂可以有效地清除支架表面的污垢、氧化物、锈蚀、毛刺和其他不良特征,有助于确保支架表面光洁、无缺陷,以便后续电解抛光或其他表面处理能够顺利进行,通过调节喷砂设备不同的工艺参数,配合不同目数的沙粒,可满足多种类样品的表面的喷砂需求。
喷砂能力:
磨料类型:碳化硅,氧化铝、氧化锆等
磨料目数:200目~4000目
去除能力:氧化层、毛刺、熔渣、划痕、油脂
去除量:均值2μm
表面粗糙度:0.5μm-2μm
专用夹具及磨料配方
不同喷砂设备配备自主研发的专用式喷头
03.酸洗
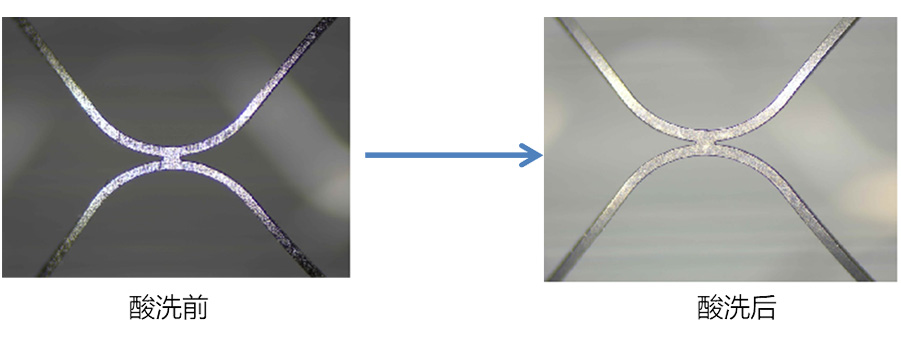
镍钛合金血管支架在生产加工过程中,通常需要对管材进行一系列切割、热处理等操作,类似操作可能会在支架表面产生熔渣和氧化层,这些熔渣和氧化层在血管支架植入人体后,会刺激血管内膜增生,加大了再狭窄的发生风险,因此在支架成型后需要酸洗去除支架表面的氧化层和熔渣,并活化表面,形成电化学活性表面和等电势表面,作为EP表面的准备。
酸洗能力:
基底及配比:例如氢氟酸+硝酸基底,不同配比体系,可满足多品种样品的酸洗去除要求
去除量:均值2~5μm
表面粗糙度:0.5μm-2μm
配套设备:超声波清洗机
04.研磨
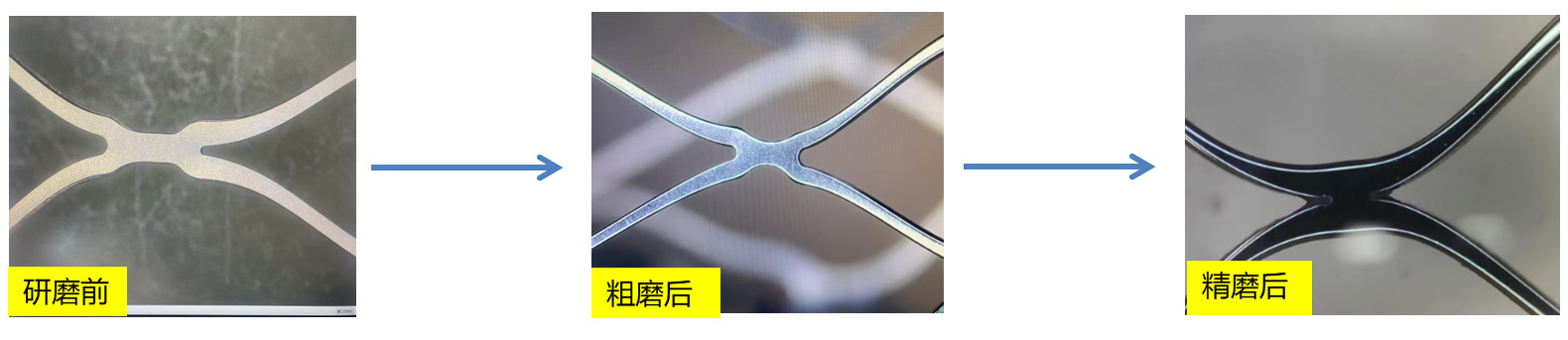
研磨通常作为电解抛光前的最后一道表面处理工序,通过设备物理转动模式,配合不同颗粒度尺寸的磨料颗粒,样品被充分包覆在磨料颗粒中,随着设备的运转,样品均匀翻转,通过与磨料的摩擦配合特定的研磨膏,达到表面光洁度提升及支架棱边圆润化的目的。
研磨能力:
磨料类型:植物成分(符合生物相容性要求)
磨料目数:依据支架类型,选用不同颗粒度尺寸磨料
去除量:均值2μm
表面粗糙度:≤1μm(精磨后粗糙度≤0.5μm) ✔ 无需定制配套夹具,适用各种支架类型
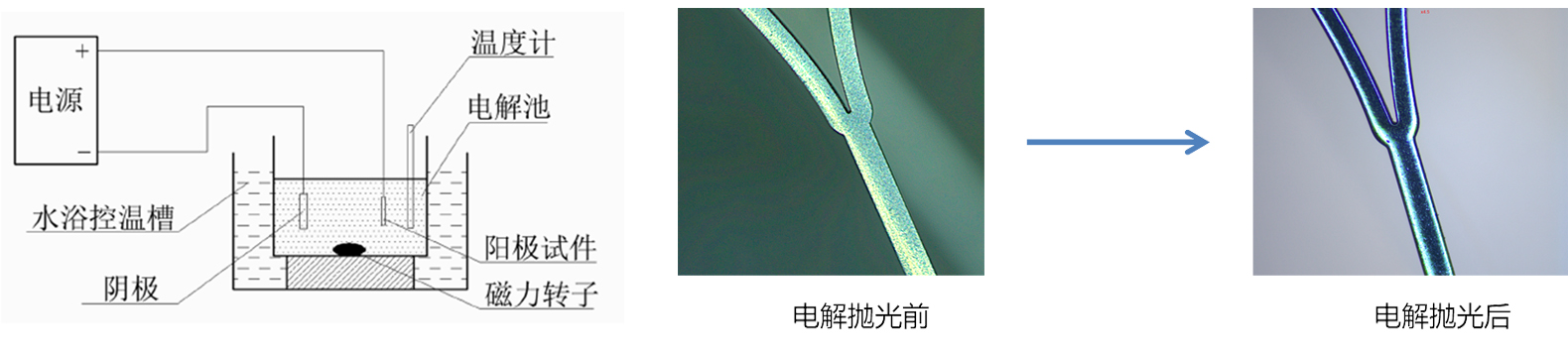
05.电解抛光
电化学抛光又称电解抛光,以被抛工件为阳极、不溶性金属为阴极,两极同时浸入电解抛光池中并通以直流电,使金属阳极工件在电解液中发生阳极溶解反应,从而整平金属表面并使之产生光泽。
与湃生科技合作
我们专注于为客户提供各类医疗器械的精细微加工服务,同时拥有从原材料到成品的完整供应链资源,我们秉着质量优先、客户至上的宗旨,为广大客户提供快捷、高效的一站式解决方案,湃生科技期待与您合作!
 联系我们
联系我们


